Welcome to Shanghai Luzhu Machinery Group Co., Ltd Official website!
Collection



Pneumatic diaphragm pumps produced by the company have been applied to most fields:
Petrochemical industry: oil tank cleaning, oil sludge, oil, oil volatile gasoline transportation.
Chemical products: acid, alkali, latex, solvent, electroplating. Paint and ink.
Mining: sewer cleaning, coal silt, magma mud.
Pulp and paper: printing inks, paper pulp.
Food and pharmaceutical: syrups, alcohol, glycerin, ointment, tablet paste, oil products.
Resins and adhesives.
As a variety of solid-liquid separation equipment before the pressure feeding device.
Utilities: sewage treatment, contaminated liquids.
No lubrication required.
Medium and pump moving parts are completely separated, conveying toxic and corrosive media, will not leak.
Low energy consumption, small air leakage.
Low cost, maintenance need to replace fewer parts.
Long service life, good high temperature resistance.
Bolted structure, safe operation.
No spark, idling without damage, self - starting, easy to operate and control.
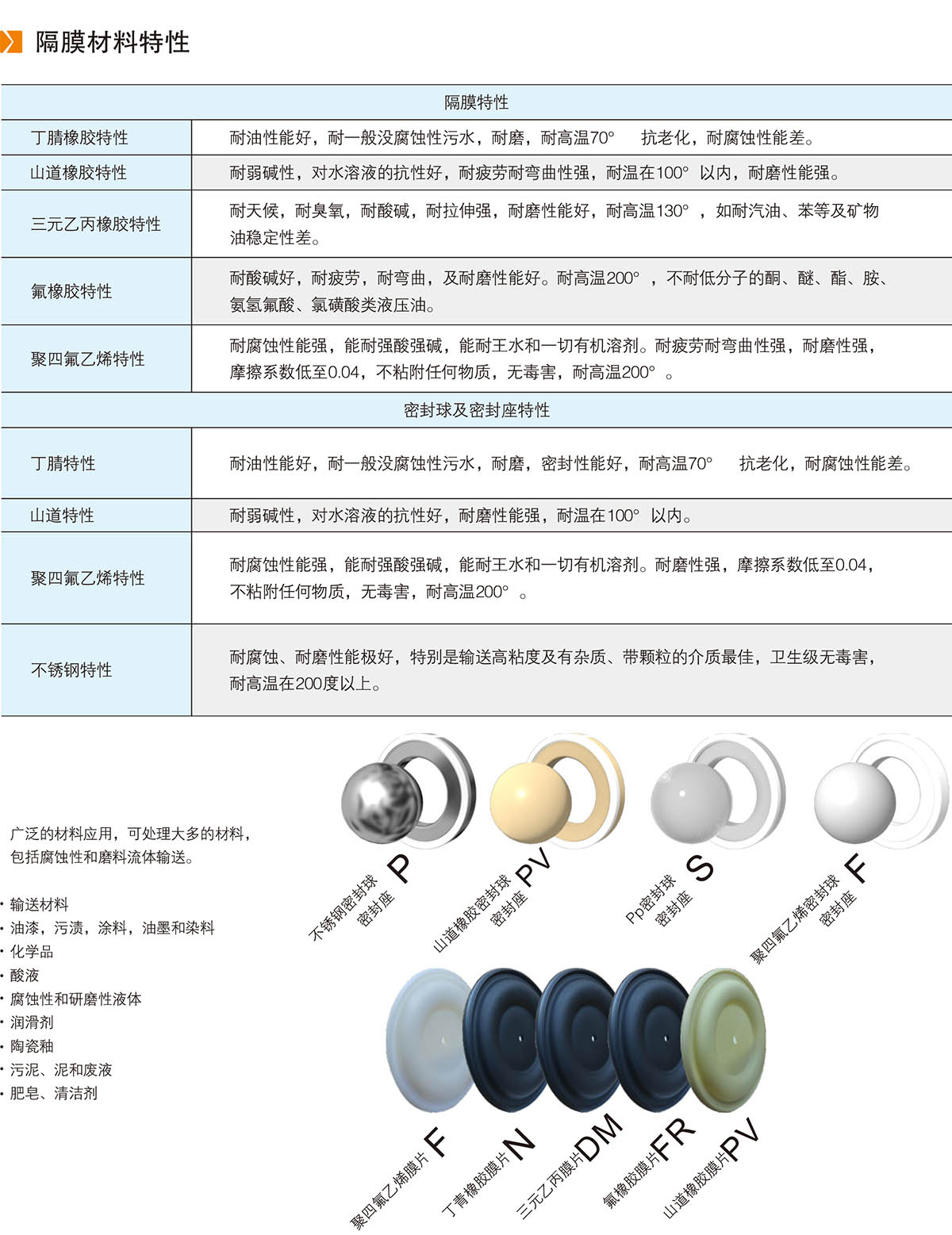
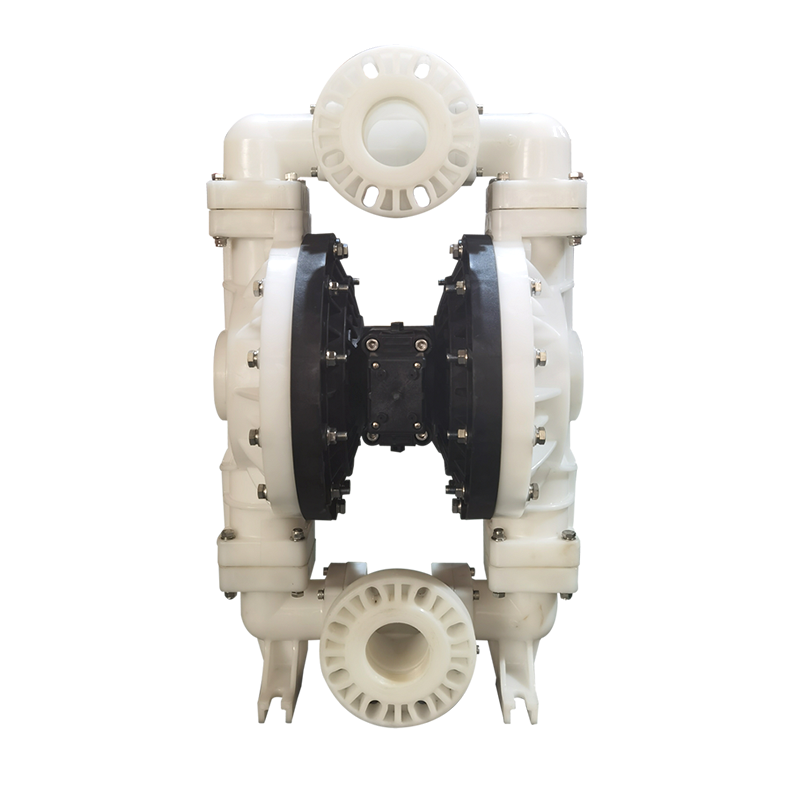
A variety of pump body materials and diaphragm materials for choice, can transport a variety of liquids, even some dangerous goods.
No bearing, no mechanical seal, no nozzle, easy maintenance.
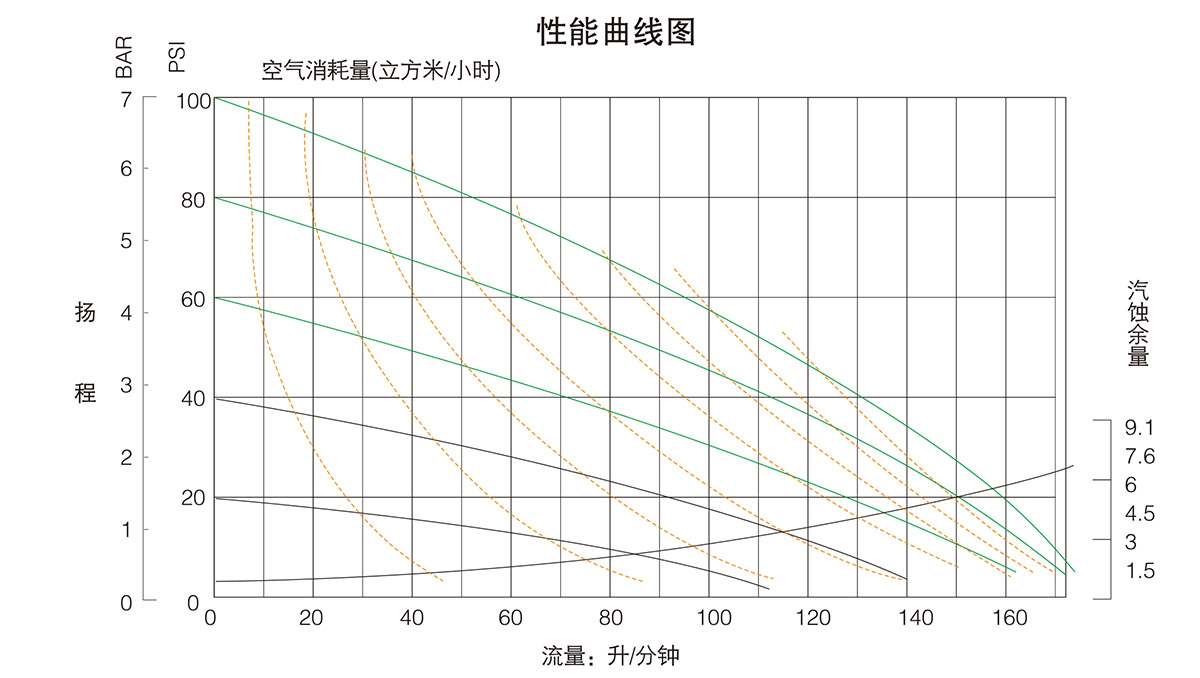
Flow and head can be adjusted by the size of the valve opening.
Suction can be controlled by pressure.
High viscosity and low viscosity liquids can be drawn.
Generally do not need to irrigation water, suction up to 7 meters, head up to 60 meters.
It can work in medium.
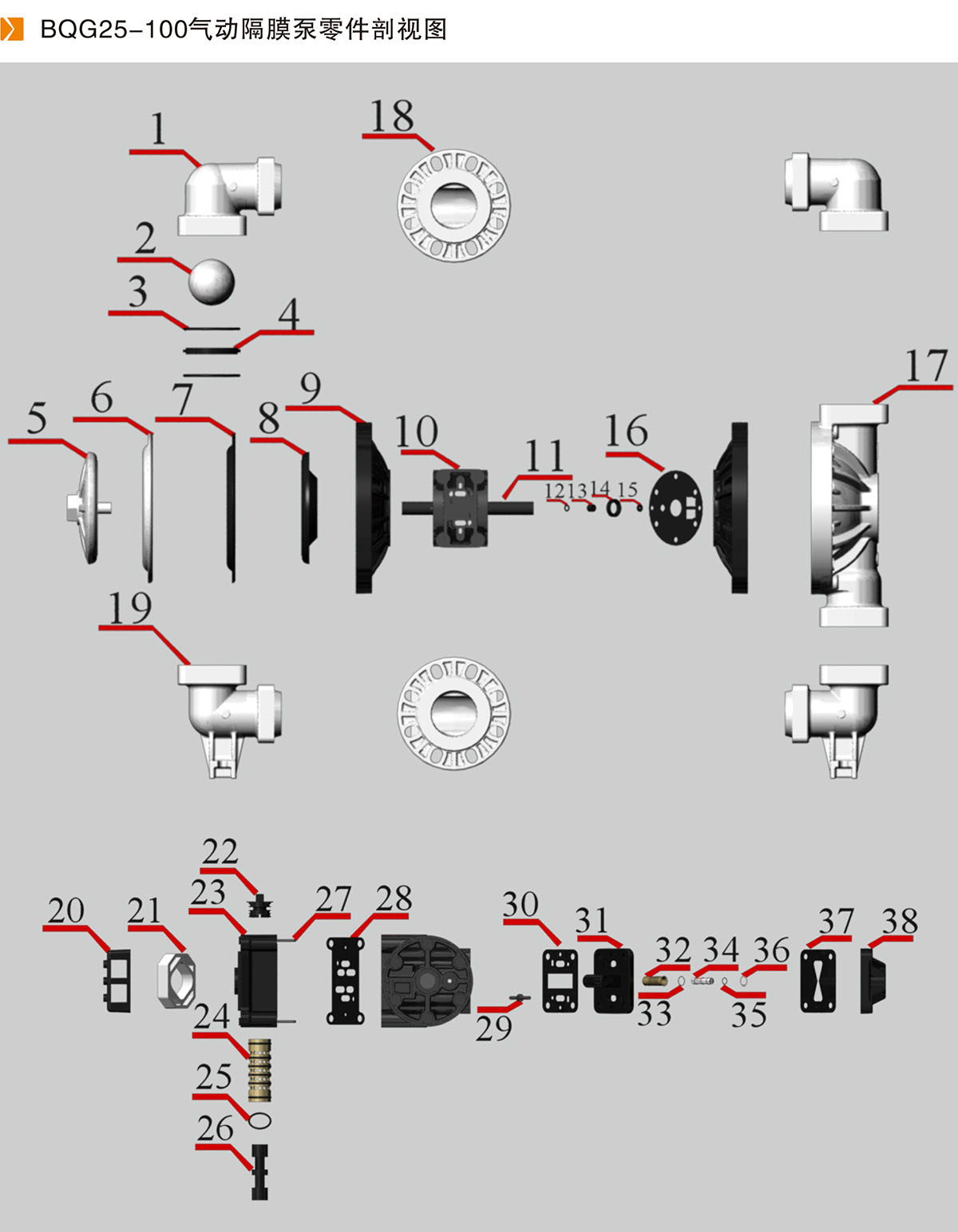
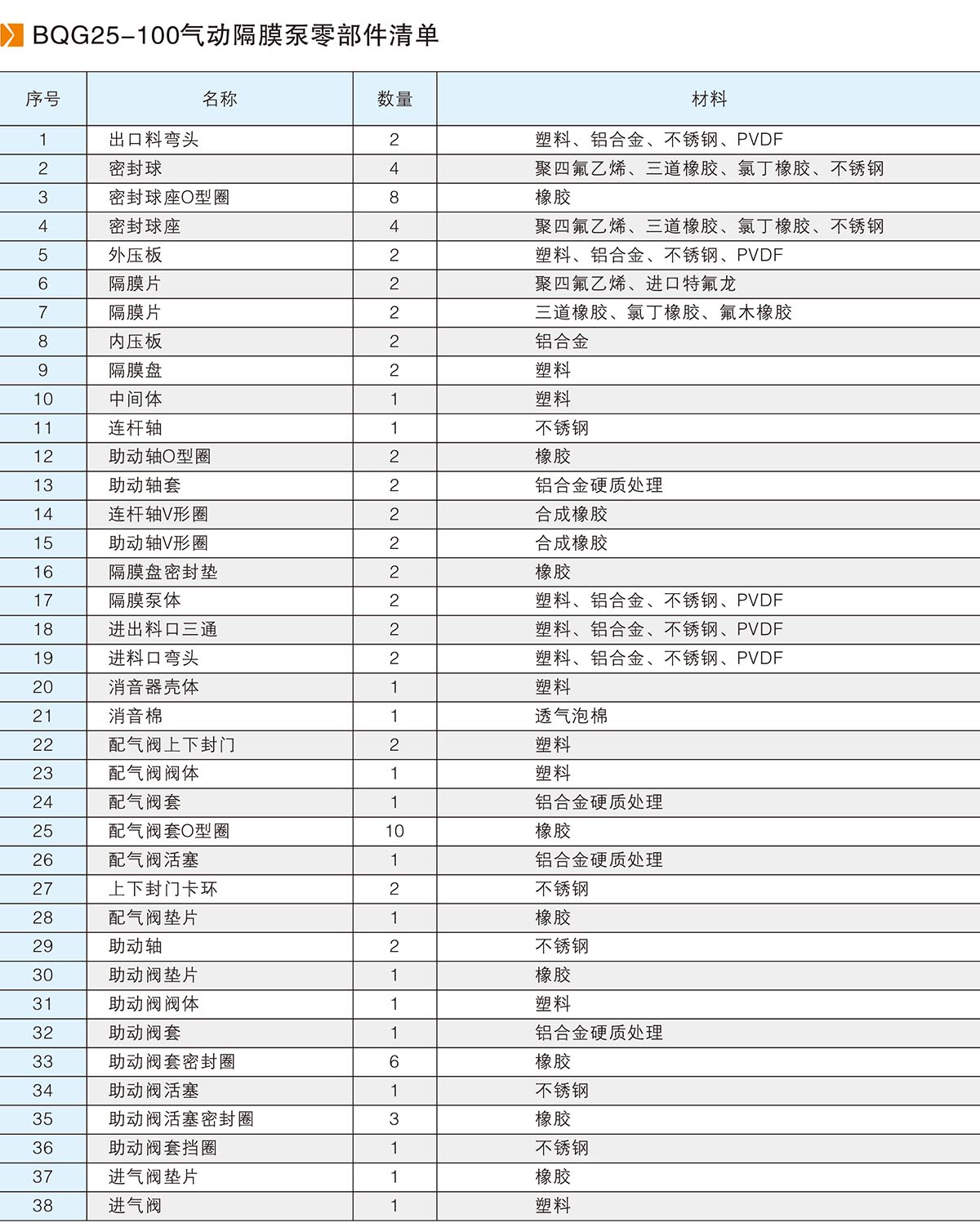
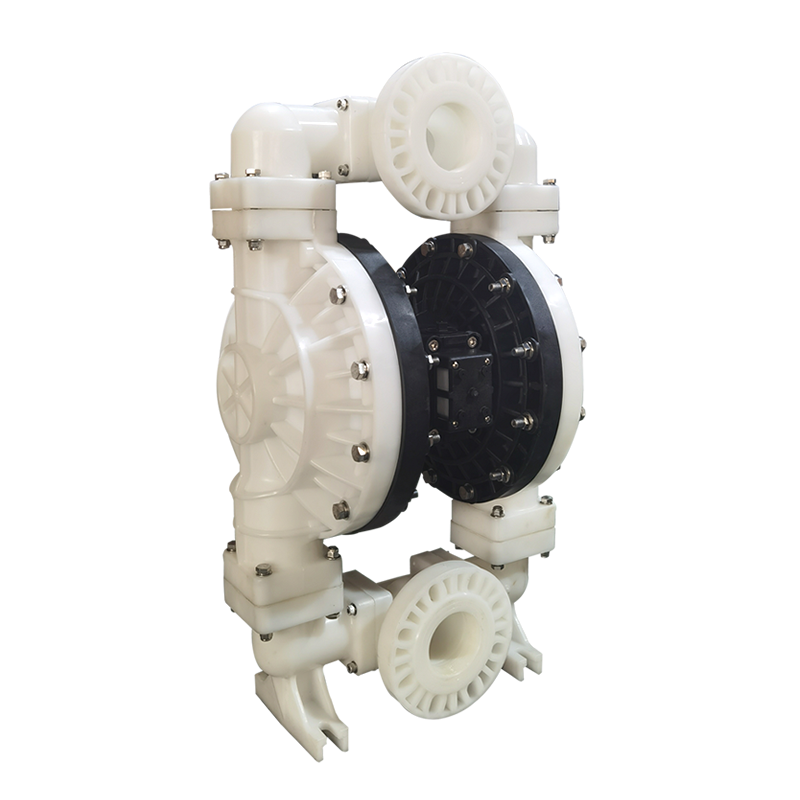
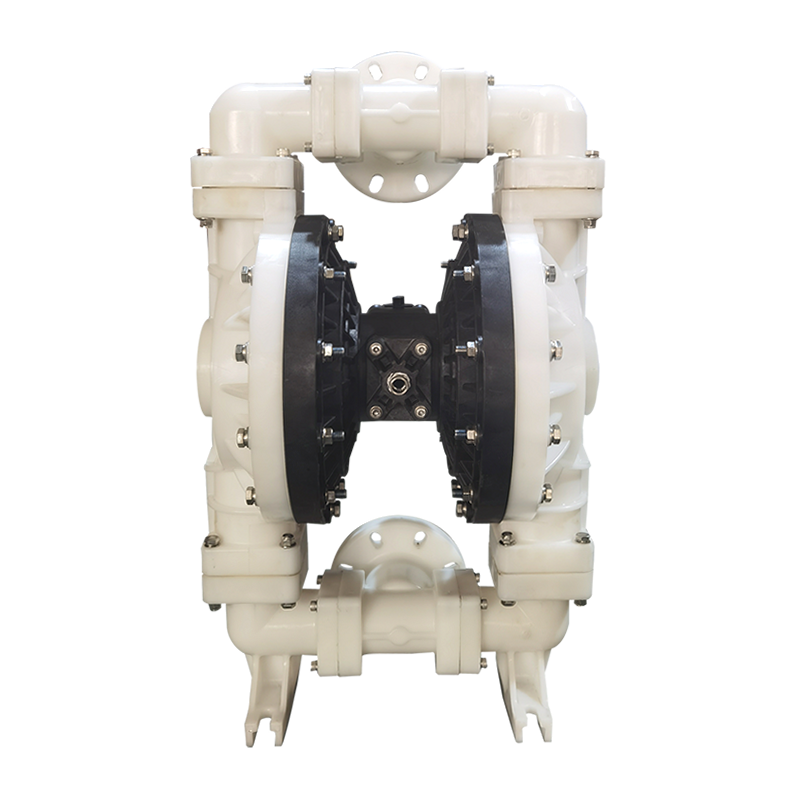
Pneumatic diaphragm pump is powered by compressed air and designed according to 1:1 pressure ratio. Pneumatic diaphragm pump has two chambers and two working chambers, diaphragm respectively installed between the two chambers and the working chamber, each other through the intermediate shaft connection. When ventilating to the diaphragm pump, the gas first enters an air chamber, at this time, the diaphragm suddenly expands outward, the working chamber space on this side becomes smaller instantly, pretending to squeeze movement, and the liquid is discharged outside the working chamber. At the same time, the diaphragm on the other side shrinks due to the tension of the intermediate shaft, and the working chamber space on the other side becomes larger instantly, and suction is generated to suck the liquid into the working chamber. After the continuous ventilation and exhaust of the reversing valve and the distribution valve, the diaphragm pump has been doing reciprocating motion, so as to achieve the role of pumping liquid.
Air conversion is achieved by the piston inside the distribution valve, the piston moves to one end, the air is discharged to one end, the movement to the other end, the air is discharged to the other end, so non-stop action, so as to achieve the purpose of air exchange, together with the inside of the check valve ball and ball seat, to complete the one-way flow of liquid.
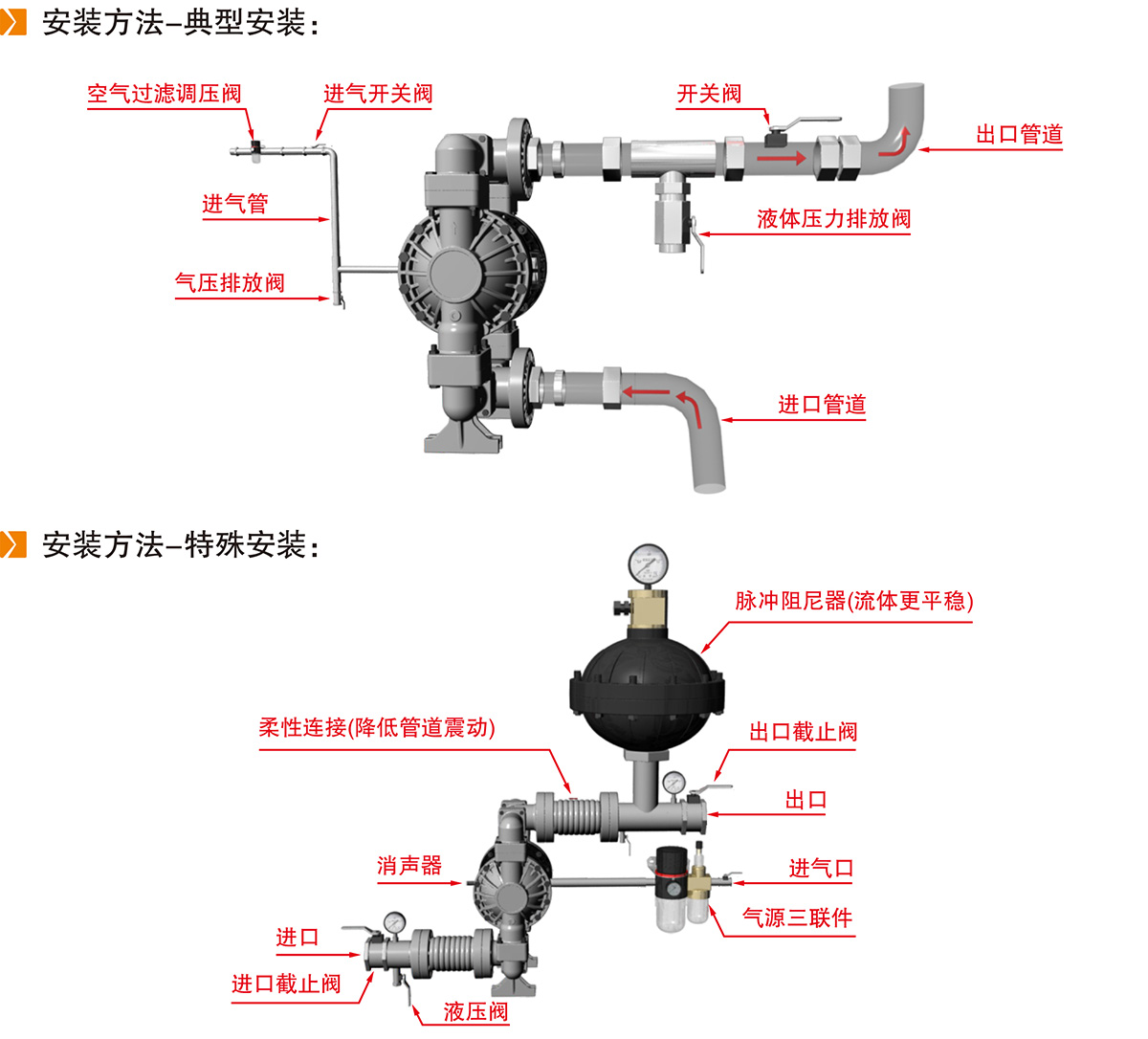
As far as possible, fix the pump near the liquid being extracted, reduce the length of the inlet pipe and the number of joints to a minimum, while taking care not to reduce the caliber of the inlet pipe. If the inlet and outlet pipes are stiff, they should be connected to the pump using soft flexible fittings, as this will reduce and slow the vibration of the entire system.
The air supply pressure can not exceed 7 kilograms, connected to the diaphragm pump valve air inlet to a device that can provide sufficient air supply pressure, when the air supply pipe is hard, in the middle of the connection and the valve should also use a hose, the length of at least 13mm above, caliber between the air intake valve and the air supply pipe. The intake pipe and the air filter and pressure regulator in between must be secured or supported, otherwise damage may be caused to the diaphragm pump. At least one pressure regulator should be installed to ensure that the supply pressure does not exceed the upper pressure required by the pump.
The default mode valve at the factory does not need lubrication, if the user must, or the quality of the air source is too poor, another matter. However, the supplied gas must be properly lubricated. When the pump is working, a drop of oil with 9.4 liters of gas can be consumed, but the oil can not have detergent components. The oil can enter the gas pipe through the air source triplet and then reach the distribution valve.
The moisture in the compressed air can cause a series of problems, such as freezing or freezing of the exhaust gas, which can cause the diaphragm pump to fail to work. Therefore, it is necessary to install drying equipment in the air supply system, which can alleviate the freezing or freezing problem.
Before starting, slowly open the air valve switch about 1/2 to 3/4 revolution, once the pump starts, and then continue to increase to the required intake volume, if the intake volume increases, the flow rate does not increase, certainly "cavitation" is generated, and then we should slowly turn off the air valve, until the most appropriate gas flow and liquid flow ratio.
When the liquid extracted by the pump is easy to solidify, it should be washed after each use, otherwise it will cause damage to the pump (the substance in the pump may dry or precipitate, which will hinder the movement of the ball and diaphragm). In addition, under the conditions of easy freezing humidity, users must also wash the pump and drain the water or frozen ice inside.
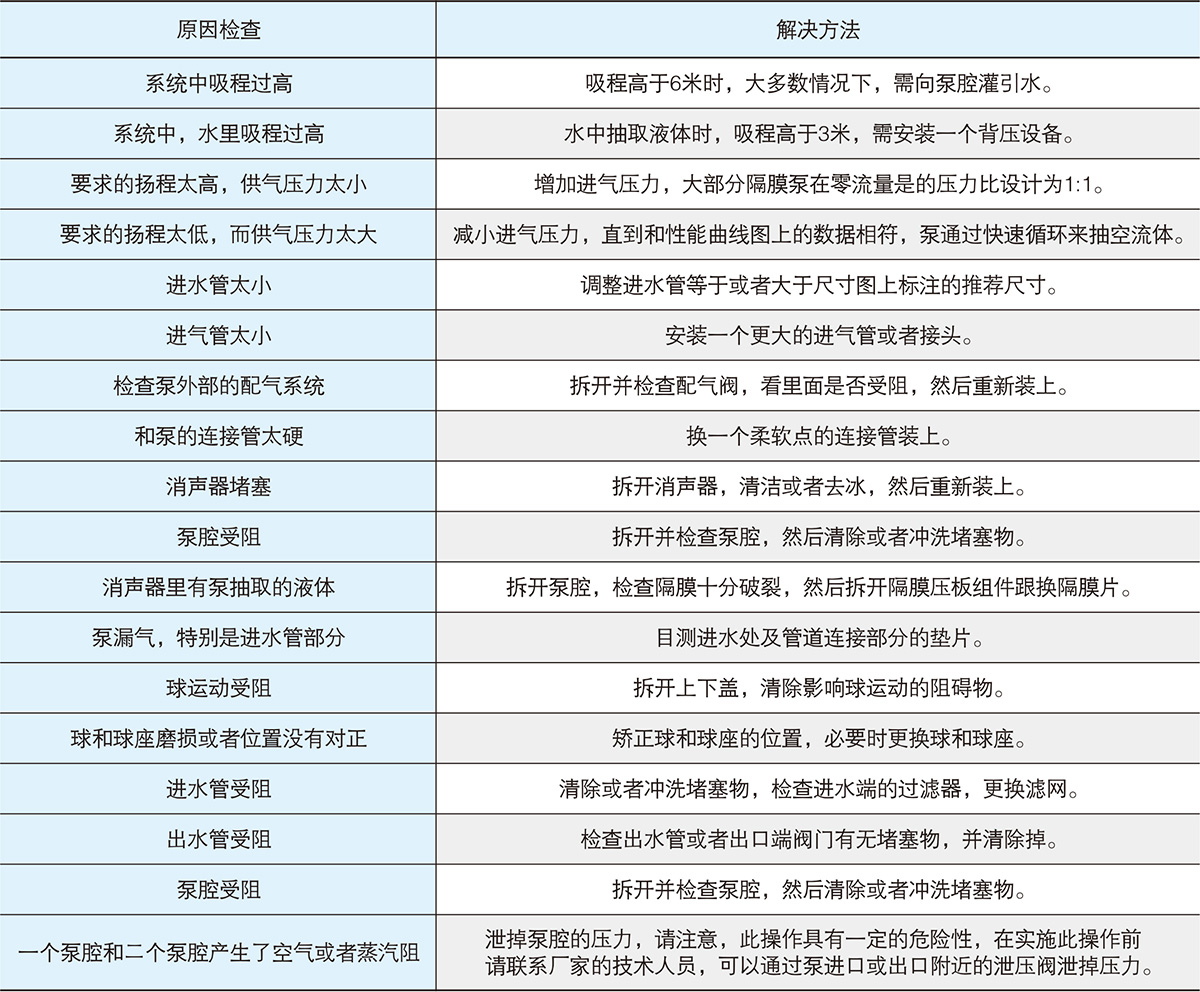
Possible failures:
The pump doesn't work.
Pump working, but not water.
Pump working, but not stable.
The pump works, but it vibrates a lot.
If you are still not entirely satisfied with the pump, consult your local dealer or your plant's technical department. Most parts of the pneumatic diaphragm pump produced by our company can be recycled. We encourage users to recycle the discarded pump or parts as much as possible. However, if the pump is used to hit dangerous goods, it must be thoroughly rinsed before this